 AI
AI Python正規表現に挑戦 ― Fanuc系NCブロックをNCワードに分解させる
pythonの学習課題として、NCデータの分析をテーマに進める予定です。NC文字列の分析をAIに聞くと正規表現での回答をもらいました。いままで、遠ざけていた正規表現への理解を進めていった記録です。
AI  AI
AI  NC
NC  NC
NC  NC
NC  NC
NC  NC
NC  NC
NC  NC
NC  NC
NC  NC
NC  NC
NC  NC
NC  NC
NC  NC
NC  NC
NC 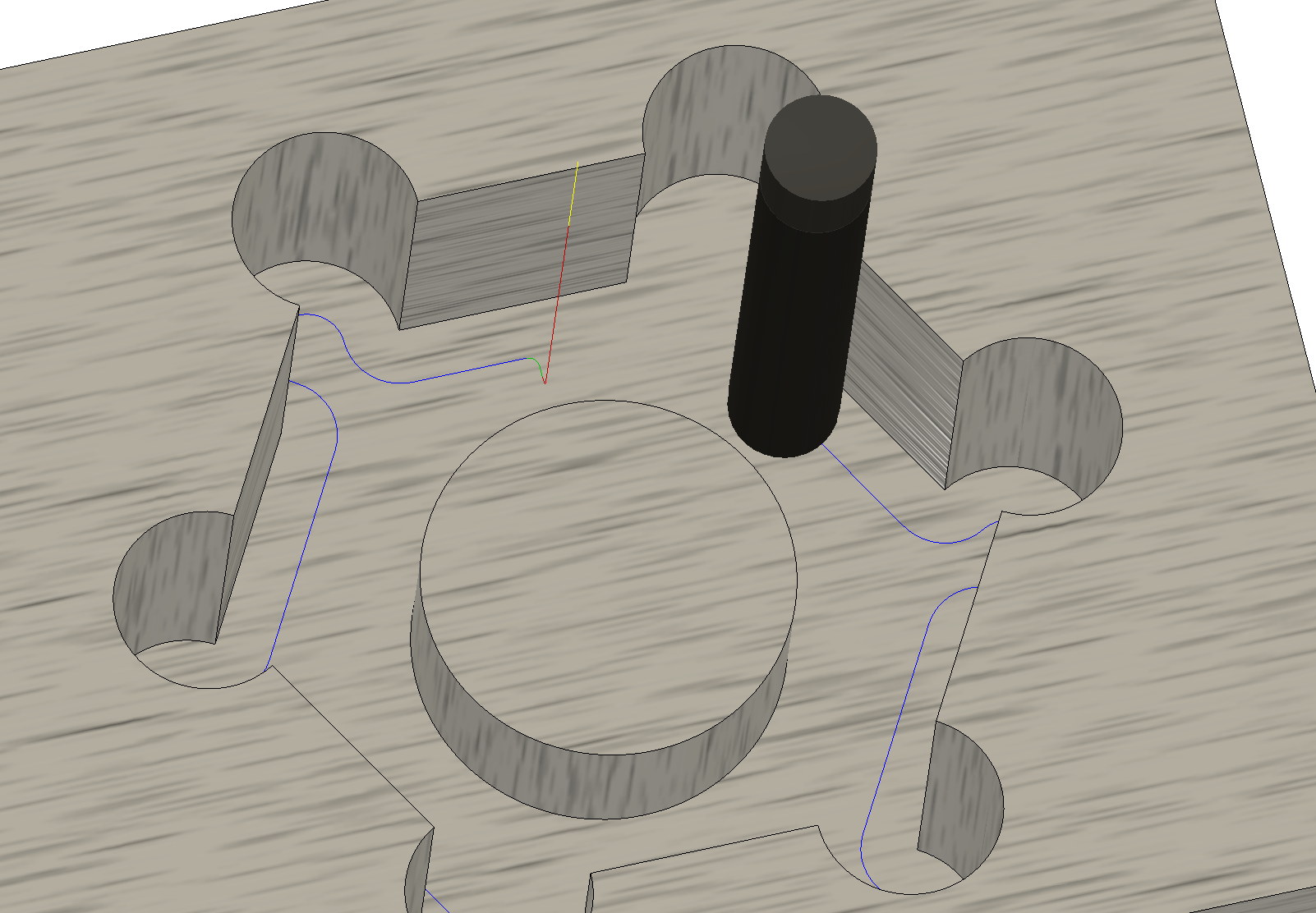 NC
NC 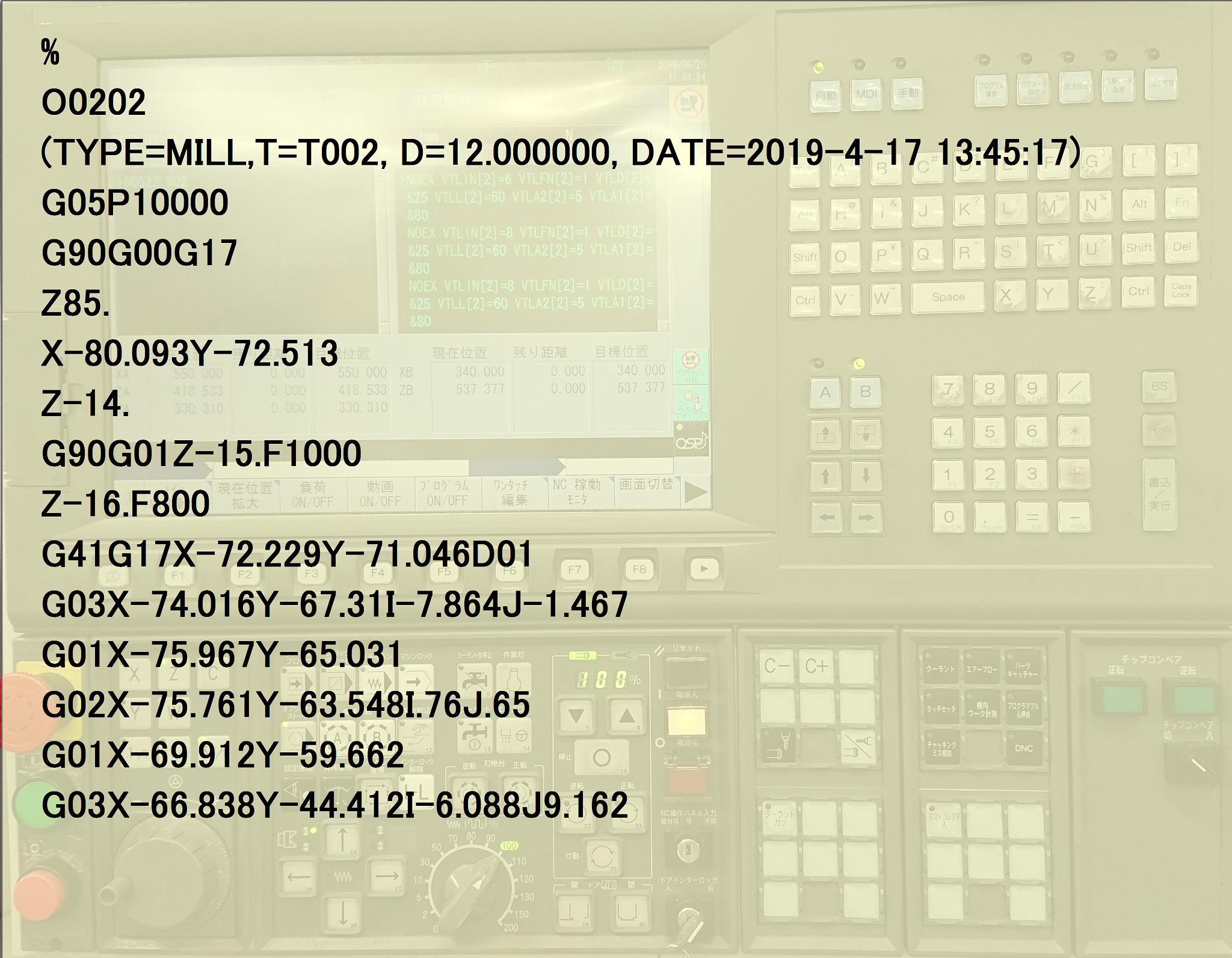 NC
NC 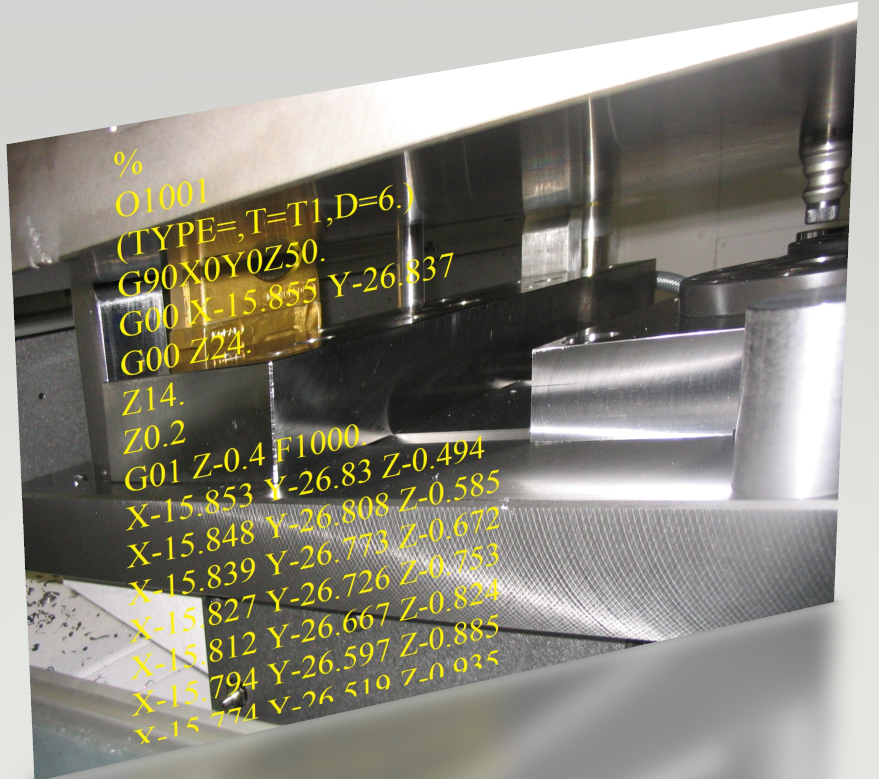 NC
NC